2 Eylül 2013 Pazartesi











1 Eylül 2013 Pazar









31 Ağustos 2013 Cumartesi
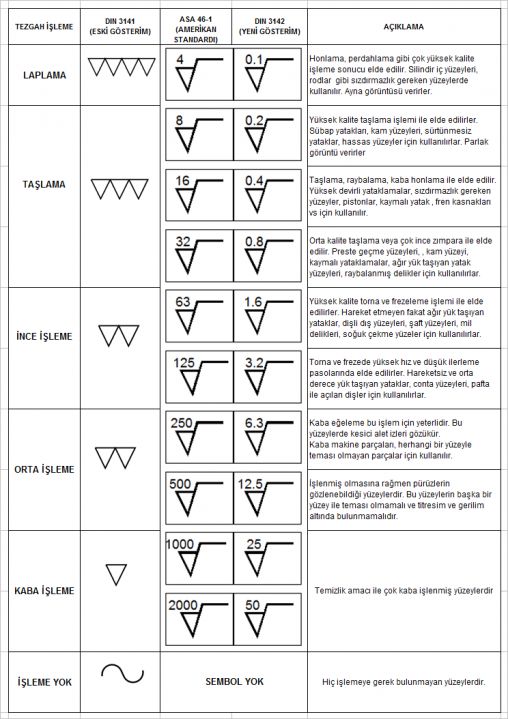
talaşlı imalat yöntem kaliteleri
Sert kesme malzemelerinin açıklamalarını belirten harf semboller:
Sert metaller:
HW Öncelikli olarak tungsten karbür (WC) içeren kaplamasız sert metaller.
HT Öncelikli olarak titanyum karbürleri (TIC) ve titanyum nitratları (TIN) veya ikisini de içeren kaplamasız sert metaller, sermet olarak da adlandırılır.
HC Yukarıdaki gibi ama kaplamalı sert metaller.
HT Öncelikli olarak titanyum karbürleri (TIC) ve titanyum nitratları (TIN) veya ikisini de içeren kaplamasız sert metaller, sermet olarak da adlandırılır.
HC Yukarıdaki gibi ama kaplamalı sert metaller.
Seramikler:
CA Öncelikli olarak alüminyum oksit (Al2O3).
CM Öncelikli olarak alüminyum oksit (Al2O3) ama oksitlerin dışında bileşenler de içerir.
CN Öncelikli olarak silikon nitrat (Si3N4).
CC Yukarıdaki gibi ama kaplamalı seramikler.
CM Öncelikli olarak alüminyum oksit (Al2O3) ama oksitlerin dışında bileşenler de içerir.
CN Öncelikli olarak silikon nitrat (Si3N4).
CC Yukarıdaki gibi ama kaplamalı seramikler.
Elmas:
DP Çok kristalli elmas ¹)
Bor nitrat:
BN Kübik bor nitrat ¹)
¹) Çok kristalli elmas ve kübik bor nitrat aynı zamanda süper sert kesme malzemeleri olarak da adlandırılır.
Semboller:
ISO alan uygulamaları

Semente karbür tipi

Kaplama kalınlığı

Tornalama kaliteleri

Kesme, kanal açma ve diş çekme kaliteleri

Frezeleme kaliteleri

Delik delme kaliteleri

kaynak: http://www.sandvik.coromant.com
Kesici Takım Malzemeleri (karşılaştırmalı)
Bir Takım Malzemesinde Aranan Özellikler Şunlardır:
- Takım sadece oda sıcaklığında değil, çalışma sıcaklıklarında da iş parçasının en sert bileşeninden daha sert olmalıdır. Takım geometrisinin bozulmasını önleyen yüksek sertlik, talaş oluşum sırasındaki ağır şartlar altında muhafaza edilmeli ve hatta aşınma direncine yardımcı olmalıdır.
- Kesme işleminde mekanik şoklara (darbelere karşı) dayanmak için yüksek tokluk özelliğine sahip olmalıdır. ü Kesme işlemlerinde hızlı ısınma ve soğumalar meydana geldiği için yüksek termal şok direncine karşı dayanıklı olmalıdır.
- Kesme yaparken kesilen talaşla kesici uç arasında reaksiyon oluşmamalıdır.
- Düşük sertlik takım profilinin bozulmasına yol açar, takım ucu deformasyona uğrar.
- Uygun olmayan tokluk ve termal şok direnci takım ağzında talaş yığılmasına, kesicide kırılmalara ve çatlamalara neden olur (Bakınız aşağıdaki şekil).

2- İmalatta kullanılan kesici malzemeleri gelişim sırasına göre aşağıdaki şekildedir
- Adi karbonlu ve orta alaşımlı çelikler,
- Seri çelikler(HSS),
- Dökme - kobalt alaşımları,
- Sert maden uçlar,
- Kaplanmış kesiciler,
- Seramikler,
- Kübik Boron Nitrür kesiciler,
- Silisyum nitrür alaşımlı kesiciler,
- Elmas kesiciler.

Şekil 3.1.- Aşınma direnci ve sertliğe bağlı olarak metal kesme işlemlerinde
kullanılan kesici takım malzemeleri.

Şekil 3.2.- Kesici malzemelerde gelişmeler
Şekil 3.3’ de değişik malzemelerin tokluk ve eğilme kırılması mukavemeti ile ilişkileri gösterilmiştir.

Şekil 3.3.- Değişik kesici malzemelerin aşınma ve sıcakta mukavemetin tokluk ve
eğilme kırılması ile ilişkisi

Karbürler için uygun kesme hızı ve ilerleme değerleri


Seramik kesici takımlar için uygun kesme hızları

Finiş sınıfı PCBN kesici takımlarla (DBC50) önerilen işleme şartları

Kaba sınıf PCBN takımı ile işleme için tipik işleme parametreleri

Elmas takım malzemelerinin karşılaştırılması
kaynaklar :http://www.xengineer.net/, http://www.tezproje.8m.com/ ,http://www.hamitarslan.com
Kaydol:
Yorumlar (Atom)