2 Eylül 2013 Pazartesi











1 Eylül 2013 Pazar









31 Ağustos 2013 Cumartesi
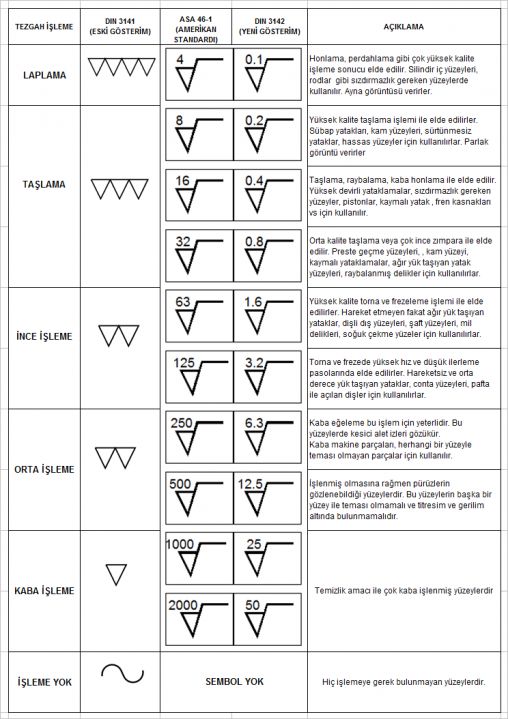
talaşlı imalat yöntem kaliteleri
Sert kesme malzemelerinin açıklamalarını belirten harf semboller:
Sert metaller:
HW Öncelikli olarak tungsten karbür (WC) içeren kaplamasız sert metaller.
HT Öncelikli olarak titanyum karbürleri (TIC) ve titanyum nitratları (TIN) veya ikisini de içeren kaplamasız sert metaller, sermet olarak da adlandırılır.
HC Yukarıdaki gibi ama kaplamalı sert metaller.
HT Öncelikli olarak titanyum karbürleri (TIC) ve titanyum nitratları (TIN) veya ikisini de içeren kaplamasız sert metaller, sermet olarak da adlandırılır.
HC Yukarıdaki gibi ama kaplamalı sert metaller.
Seramikler:
CA Öncelikli olarak alüminyum oksit (Al2O3).
CM Öncelikli olarak alüminyum oksit (Al2O3) ama oksitlerin dışında bileşenler de içerir.
CN Öncelikli olarak silikon nitrat (Si3N4).
CC Yukarıdaki gibi ama kaplamalı seramikler.
CM Öncelikli olarak alüminyum oksit (Al2O3) ama oksitlerin dışında bileşenler de içerir.
CN Öncelikli olarak silikon nitrat (Si3N4).
CC Yukarıdaki gibi ama kaplamalı seramikler.
Elmas:
DP Çok kristalli elmas ¹)
Bor nitrat:
BN Kübik bor nitrat ¹)
¹) Çok kristalli elmas ve kübik bor nitrat aynı zamanda süper sert kesme malzemeleri olarak da adlandırılır.
Semboller:
ISO alan uygulamaları

Semente karbür tipi

Kaplama kalınlığı

Tornalama kaliteleri

Kesme, kanal açma ve diş çekme kaliteleri

Frezeleme kaliteleri

Delik delme kaliteleri

kaynak: http://www.sandvik.coromant.com
Kesici Takım Malzemeleri (karşılaştırmalı)
Bir Takım Malzemesinde Aranan Özellikler Şunlardır:
- Takım sadece oda sıcaklığında değil, çalışma sıcaklıklarında da iş parçasının en sert bileşeninden daha sert olmalıdır. Takım geometrisinin bozulmasını önleyen yüksek sertlik, talaş oluşum sırasındaki ağır şartlar altında muhafaza edilmeli ve hatta aşınma direncine yardımcı olmalıdır.
- Kesme işleminde mekanik şoklara (darbelere karşı) dayanmak için yüksek tokluk özelliğine sahip olmalıdır. ü Kesme işlemlerinde hızlı ısınma ve soğumalar meydana geldiği için yüksek termal şok direncine karşı dayanıklı olmalıdır.
- Kesme yaparken kesilen talaşla kesici uç arasında reaksiyon oluşmamalıdır.
- Düşük sertlik takım profilinin bozulmasına yol açar, takım ucu deformasyona uğrar.
- Uygun olmayan tokluk ve termal şok direnci takım ağzında talaş yığılmasına, kesicide kırılmalara ve çatlamalara neden olur (Bakınız aşağıdaki şekil).

2- İmalatta kullanılan kesici malzemeleri gelişim sırasına göre aşağıdaki şekildedir
- Adi karbonlu ve orta alaşımlı çelikler,
- Seri çelikler(HSS),
- Dökme - kobalt alaşımları,
- Sert maden uçlar,
- Kaplanmış kesiciler,
- Seramikler,
- Kübik Boron Nitrür kesiciler,
- Silisyum nitrür alaşımlı kesiciler,
- Elmas kesiciler.

Şekil 3.1.- Aşınma direnci ve sertliğe bağlı olarak metal kesme işlemlerinde
kullanılan kesici takım malzemeleri.

Şekil 3.2.- Kesici malzemelerde gelişmeler
Şekil 3.3’ de değişik malzemelerin tokluk ve eğilme kırılması mukavemeti ile ilişkileri gösterilmiştir.

Şekil 3.3.- Değişik kesici malzemelerin aşınma ve sıcakta mukavemetin tokluk ve
eğilme kırılması ile ilişkisi

Karbürler için uygun kesme hızı ve ilerleme değerleri


Seramik kesici takımlar için uygun kesme hızları

Finiş sınıfı PCBN kesici takımlarla (DBC50) önerilen işleme şartları

Kaba sınıf PCBN takımı ile işleme için tipik işleme parametreleri

Elmas takım malzemelerinin karşılaştırılması
kaynaklar :http://www.xengineer.net/, http://www.tezproje.8m.com/ ,http://www.hamitarslan.com
Torna Tezgahı Genel Bilgiler
2.1 Tezgah Bilgileri
Bu tezgah, yatay kurulumlu ve sayısal kontrollü bir torna tezgahıdır. Her iki ekseni de A.C. servo motorlarıyla çalışır. Ana kılavuz rayları indüklemeli olarak sertleştirilmiş ve topraklanmıştır. Bütün yüzeyler otomatik olarak yağlanır. Kızakların manuel olarak itilmesi puşbuton veya el çarkı kullanılarak gerçekleştirilir.
Tezgah, ana işlevi sıkma olan otomatik hidrolik kelepçe ile donatılmıştır. Punta gövdesinin iş parçasını yardımcı olarak kenetleyebilmesine karşın, kullanıcının iş parçasını ana fener mili tarafından punta gövdesine doğru Z-ekseni yönünde kesmemesi gerekir, çünkü bu işlem hassasiyeti etkiler veya iş parçasının fırlamasına neden olabilir. Tezgahın AUTO ve MANUEL olmak üzere iki operasyon modu ve bu modların kendi alt işlevleri vardır. Kesim sırasında operasyon modunu rasgele değiştirmeyin.
Tezgahı kullanmadan önce, NC kontrol ünitesi üreticisinin kullanım kılavuzunu ve üretici firma tarafından verilen operasyon kılavuzunu dikkatle okuyun.
Kesme sıvısı, yağlama yağı ve hidrolik yağı kaplarda muhafaza edilir. Sıvı atıkların tahliye yöntemleri, yerel kanunlara bağlıdır.
| Not 1. | Tezgahta işlenilebilecek olan malzemeler şunlardır: Demir, dökme demir, alüminyum, bakır, paslanmaz çelik ve alaşım çeliği. İstenirse plastik de kesilebilir. Fakat bazı plastikler işleme sırasında zehirli ya da yanıcı maddeler üretir. Kullanıcı güvenliği sağlamak için, işlemeye başlamadan önce, plastik üreticisinden özellikleri öğrenmelidir. Toza neden olabilecek olan grafit ve ahşap ya da zehir veya yanmaya yol açabilecek olan magnezyum işlenmemelidir. |
| Not 2. | Tezgahı izin almadan kullanmayın. |
2.2 Gürültü Seviyesi
Yerden 1.6m yüksekte ve tezgahın 1.0m uzağında, sürekli kesim durumunda ve normal operasyonda 78 dBA olarak ölçülmüştür. Ancak, sürekli olmayan kesim sırasında gürültü seviyesi 80 dBA’nın üzerine çıkabilir.
2.3 Özellikler
2.3.1 Tezgahın özellikleri
I. Standart Özellikler
| A. | Genel | GCL-2/GCL-2L |
| 1) | Tezgahın talaş konveyörü hariç ebatları (Boy x En x Yükseklik) | 2082 mm x 1290 mm x 1600 mm 81.97 inç x 0.79 inç x 63 inç / 2382 mm x 1290 mm x 1600 mm 93.78 inç x 0.79 inç x 63 inç |
| 2) | Talaş konveyörü hariç bakım alanı (Boy x En) | 3082 mm x 3000 mm 3382 mm x 3000 mm |
| 3) | Tezgahın Ağırlığı (punta gövdesi hariç) | Yaklaşık 3000 kg / 3500 kg |
| 4) | Gürültü seviyesi yerden 1.6 metre yüksekte ve tezgahtan 1.0 metre uzakta | 80 dBA |
| B. | Kapasite | |
| 1) | Yuvarlak Pens Kapasitesi | 42 mm |
| 2) | Ayna Çapı | 215 mm (165 mm seçenekli) |
| 3) | Gezer Yatak | 400 mm |
| 4) | Gezer U-Yastık | 280 mm |
| 5) | Maksimum Tornalama Çapı | * Sınırlı 220 mm |
| 6) | Maksimum Tornalama Uzunluğu | 300 mm / 600 mm |
| 7) | Ana fener mili burnu ile taret yüzeyi arasındaki mesafe | maks. 462 mm / 762 mm min. 122 mm |
| 8) | Gezer U-Yastık | 280 mm |
| C. | Ana Fener Mili | |
| 1) | Tahrik Motoru | sürekli: AC 11KW 15HP 30 dakikada bir: AC 15KW 20HP |
| 2) | Hız Aralığı Sabit Çıkış Sabit Tork | 45~4500 rpm 750~4500 rpm 45~750 rpm |
| 3) | Adım Sayısı | 1 adım (1:1 doğrudan tahrikli) |
| 4) | Atama | rpm doğrudan atama |
| 5) | Fener Mili Burnu | A2-6 |
| 6) | Fener Mili İçinden Geçen Delik | 66 mm |
| 7) | Çekme Borusu İçinden Geçen Delik | 52 mm |
| 8) | Ön Yatak İç Çapı | 100 mm |
| 9) | Maksimum Fener Mili Torku | sürekli: 14.28 Kg-m 30 dakikada bir: 19.47 Kg-m |
| 10) | Puntanın Yerden Yüksekliği | 1000 mm |
| 11) | Tezgah Muhafazalarından Fener Mili Puntasına Giriş | 250 mm |
| 12) | HOWA Standart Ayna Silindiri | Operasyon gücü = piston itme kuvveti Maks. 25kg/cm2’de 191psi 2716kgf * %90 verimle Maks. 4kg/cm2’de 31psi 435kgf * %90 verimle |
| 13) | Ayna bağlama arızası için emniyet kilidi | |
| D. | U-Yastık | |
| 1) | Yapısı | Yatay yatak + 30° açılı U-yastık |
| 2) | Besleme Motorları | X ekseni: AC 1.0 KW 1.34HP Z ekseni: AC 1.0 KW 1.34HP |
| 3) | İtme Kuvveti | X ekseni: 250 kgf (300 saniyede %100 ED) Z ekseni: 500 kgf (300 saniyede %45 ED) |
| 4) | Etkin Kızak Hareketi | X ekseni: 135 mm Z ekseni: 340 mm, 620 mm |
| 5) | Çabuk İlerleme | X ekseni: 15m/dak. 590 rpm Z ekseni: 15m/dak. 590 rpm |
| 6) | Vidalı Mil Çapı / Diş Açıklığı | X ekseni: 32 mm / 6 mm Z ekseni: 32 mm / 6 mm |
| 7) | Kızaklar Arasındaki Mesafe | X ekseni: 285 mm Z ekseni: 335 mm |
| E. | Taret | |
| 1) | Taret Kafası Tipi | Kasnak |
| 2) | Takım İstasyonu Sayısı | 8 |
| 3) | Takım Ebadı | Kare: 25 mm x 25 mm Yuvarlak: 32 mm |
| 4) | Yön Mantıklı İndeksleme Tahrik Ünitesi | Paralel kam + dişli + hidrolik motoru |
| 5) | İndeksleme Süresi | 1 istasyon için yaklaşık: 0.6 sn 180 derece için yaklaşık: 1.5 sn * hidrolik sıvısı 50°C’ye ulaşınca ölçüldü |
| 6) | Eğri Kuplaj Çapı | 180 mm |
| 7) | Taret Sıkma Kuvveti | 4300 kg |
| F. | Hidrolik Ünitesi | |
| 1) | Pompa Motoru | AC 1.5KW 2HP (4 kutuplu) |
| 2) | Tank Kapasitesi | 40 litre |
| 3) | Normal Kesimde Hat Basıncı | 35kg/cm2 498psi |
| 4) | Pompa Sıvı İkmali 50Hz / 60Hz | 21/25 litre/dak. |
| 5) | Güç Kesilmesi İçin Basınç Anahtarı | |
| G. | Soğutucu (Kesim Sıvısı) Ünitesi | |
| 1) | Pompa Motoru | AC 1/4HP (2 kutuplu) |
| 2) | Tank Kapasitesi | 90 litre /120 litre |
| 3) | Pompa Çıkışındaki Pompa Sıvı İkmali 50Hz / 60Hz Takımda Saf Su | 60/75 litre/dak. |
| H. | Yağlama Ünitesi | |
| 1) | Pompa Motoru | SHOWA MV30103B AC 220 volt 4 W |
| 2) | Tank Kapasitesi | 2.0 litre |
| 3) | Pompa Sıvı İkmali | 3-6cc/Cy. (ON-0.5 dak. OFF-5 dak. fasılalı operasyon) |
| 4) | Maks. İkmal Basıncı | 3 kg/cm² 2.58 psi |
| I. | Tezgah Çalışma Lambası | 1 adet 70 Vat AC 24 volt |
| J. | Emniyet İç Kilitli Sıçrama Muhafazaları | |
| K. | Çevre Koşulları | |
| 1) | Güç Kaynağı | AC 200/220 volt + %10 ile -%15 arası AC 380/415/440/460/480 volt, bir transformatörle AC 220 volta dönüşür. |
| 2) | Bağlı Olan Toplam Güç | 25 KVA |
| 3) | Isı | 10 to 35°C |
| 4) | Bağıl Nem | %75’den az |
II. Opsiyonel Ataçmanlar
| A. | LNS/SAMECA Çubuk Besleme Ünitesi Arabirimi | * Kontrol gerilimi DC24 volt |
| B. | Punta Gövdesi | |
| 1) | Tipi | Sabit tip. Pinol hareketi programlanabilir. |
| 2) | Pinol geri çekilmiş konumdayken, ana fener mili burnu ile pinol göbeği arasındaki mesafe | maks. 460 mm / 760 mm min. 180 mm / 200 mm |
| 3) | Pinol Göbeği | MT-4 döner göbek |
| 4) | Pinol Stroku | 80 mm |
| 5) | Pinol Çapı | 70 mm |
| 6) | Pinol İtme Kuvveti | 10kg/cm2 142psi’de 250 kg |
| C. | Parça Tutucusu | |
| 1) | Tipi | Otomatik salınımlı kova tipi |
| 2) | Tahrik | Hidrolik silindir |
| 3) | Kesilecek Parça Ebadı | 42 x 100 mm uzunluk |
| D. | Talaş Konveyörü | * talaş toplama kutusu birlikte verilmez. |
| 1) | Tahrik Motoru | AC 220 volt 1/8HP (4 kutuplu) |
| 2) | Yerden Dış Yüksekliği | 800 mm |
| 3) | Konveyör Zincir Hızı 50Hz/60Hz | 0.98 m/dak. 31.50rpm / 1.0 m 39.37 rpm |
| E. | Yüksek Basınçlı Soğutucu Pompası | |
| 1) | Tipi | * standart pompa yerine NOP trochoid pompa TOP-2MY-750-220HWM-VD3 |
| 2) | Pompa Motoru | AC 220 volt 750 W (4 kutuplu) |
| 3) | Pompa Sıvı İkmali 50Hz/60Hz Pompa Çıkışı | 30/30 litre/dak. |
| 4) | İkmal Basıncı | 2.5-5.5kg/cm2 35-78 psi ayarlanabilir. |
| F. | Takım Ucu Test Çubuğu Temas Sensörü | |
| G. | Alternatif Takım İstasyonunun Otomatik Olarak Çağrılması | |
| H. | Otomatik Ölçüm Sistemi | |
| I. | Robot Arabirimi | Robot tipi belirtilecektir. |
| J. | Otomatik Kapılar | |
| K. | Ayna İçin Hava Üfleme | |
| L. | Fener Mili Kilit Mekanizması (Diskli Fren Tipi) | * Düzenleme sırasında ayna takılmasını kolaylaştırmak içindir. |
| M. | Çevrim Durma Alarmı Lambası ve Sireni |
2.3.2 0T FANUC Sistemi C Modeli NC Kontrol Ünitesinin Özellikleri
* Burada belirtilen özellikler ve açıklamalar önceden bildirilmeksizin değiştirilebilir.
I. Standart Özellikler
* Burada belirtilen özellikler ve açıklamalar önceden bildirilmeksizin değiştirilebilir.
I. Standart Özellikler
| A. | Kontrollü Eksen | |
| 1) | Kontrollü Eksen | 2 eksen (X ve Z) aynı anda Manuel olarak her defasında 1 eksen |
| 2) | En Düşük Giriş Değeri | X ekseni: 0.001 mm Z ekseni: 0.001 mm |
| 3) | En Küçük Komut Değeri | X ekseni: 0.0005 mm/p (X ekseni üzerinde yarıçap programlama seçilirse, 0.001 mm) Z ekseni: 0.001 mm |
| 4) | Maks. Programlanabilir Boyut | +/-9999.999 mm |
| B. | İnterpolasyon İşlevleri | |
| 1) | Konumlandırma | G00 |
| 2) | Lineer İnterpolasyon | G01 |
| 3) | Çok Çeyrekli Dairesel İnterpolasyon | G02 Saat yönünde (CW) G03 Saatin aksi yönde (CCW) |
| C. | İlerleme İşlevleri | |
| 1) | Çabuk Hareket | Tezgahın modeline göre değişir |
| 2) | Çabuk Hareket Ayarı | Düşük, %25 ve %100 |
| 3) | TAKIM Manuel Darbe Jeneratörü | |
| 4) | Ekseni Manuel Olarak Her Defasında 1 Kere Sürekli İlerletme | |
| 5) | Kesim İlerleme Hızı | G98 (mm/dak), G99 (mm/dev.) |
| 6) | Kesim İlerleme Hızında Sıkma | |
| 7) | İlerleme Hızı Ayarı | %10’luk artışlarla %0~150 |
| 8) | Teğetsel Sabit Hız Kontrolü | |
| 9) | Otomatik hızlanma / yavaşlama | Çabuk hareket için lineer, kesim ilerlemesi için üstel |
| 10) | Bekleme | G04, 0~9999.999 saniye |
| 11) | Deneme Çevrimi | |
| 12) | İlerlemeyi Duraklatma | |
| 13) | Referans Noktasına Dönüş Manuel/Otomatik | G27 ve G28 |
| 14) | İkinci Referans Noktasına Dönüş | G30 |
| 15) | Tam Durdurma | G09 |
| D. | Fener Mili İşlevleri | |
| 1) | Fener Mili Hız Komutu | S-4 basamaklı doğrudan RPM ataması |
| 2) | Sabit Yüzey Hız Kontrolü | G96 ve G97 |
| E. | Takım İşlevleri | |
| 1) | T-İşlevi | 2 haneli takım No.+2 haneli offset No. |
| 2) | Takım Offset Belleği | Bellekte +/-6 haneli 16 çift |
| 3) | Takım Burnu Yarıçap Telafisi | G40, G41, ve G42 |
| 4) | Ölçülen A Offset Değerinin Doğrudan Girilmesi | |
| 5) | Artımsal Offset Miktarı Girişi | |
| 6) | Offset Miktarının Sayaç Girişi | |
| 7) | Takım Geometrisi ve Aşınma Offset Değeri | |
| 8) | Atlama İşlev | G31 |
| F. | Yardımcı İşlevler | |
| 1) | M-İşlevleri | 2 haneli |
| G. | Programlama İşlevleri | |
| 1) | Koordinat Sistemi Ayarları | G50 |
| 2) | Koordinat Sistemi Değiştirme | |
| 3) | Otomatik Koordinat Sistemi Ayarları | |
| 4) | İş Koordinat Sistemi Değiştirme | |
| 5) | Ölçülmüş İş Koordinat Sistemi Değiştirme Değerinin Doğrudan Girilmesi | |
| 6) | Mutlak ve Artımsal Programlamanın Aynı Satırda Birlikte Kullanılması | |
| 7) | Ondalık Noktası Programlama | |
| 8) | X Ekseni Çap veya Yarıçapı Programlama | |
| 9) | R Köşesinde Pah Açma | |
| 10) | Yarıçap Programlama ile Dairesel İnterpolasyon | |
| 11) | Kapalı Çevrimler | G90, G92 ve G94 |
| 12) | Birden Çok Tekrarlanan Çevrimler | G70 to G76 |
| 13) | Diş Açma | G32 |
| 14) | Program Numarası | 0 (EIA kodu) veya (ISO) 4 haneli |
| 15) | Program Numarası Arama | |
| 16) | Ana Program ve Alt Programlar | |
| 17) | Sıra Numarası Görüntüleme | N 4 haneli |
| 18) | Sıra Numarası Arama | |
| 19) | Okuyucu/Delme Arabirimi | FANUC kaset FANUC PPR için Taşınabilir bant okuyucu Program kodu: EIA(RS-244A)/ISO(R-840) Otomatik tanıma |
| 20) | Opsiyonel Satır Atlama | |
| 21) | Arabellek Kaydedici | |
| 22) | Program Durdurma | M00 |
| 23) | Opsiyonel Durdurma | M01 |
| 24) | Program Sonu | M02 veya M30 |
| 25) | Tek Satır | |
| 26) | Parça Programı Saklama/Düzenleme | 20 metre |
| 27) | Kaydedilebilir Programlar | 63 program |
| 28) | Program Koruma Anahtarı | 20 metre |
| H. | Emniyet İşlevleri | |
| 1) | Acil Durdurma | |
| 2) | Kayıtlı Strok Kontrolü 1 | |
| 3) | Tezgah Kilidi | |
| 4) | Kapı İç Kilidi | |
| I. | Diğerleri | |
| 1) | Manuel Veri Girişi (MDI) | Klavye tipi |
| 2) | 9 inç Siyah-Beyaz CRT Karakter Ekranı | |
| 3) | Arıza Teşhis Sisteminin İşlevleri | |
| 4) | Programlanabilir Kontrol Ünitesi: Maksimum Giriş Sayısı: Maksimum Çıkış Sayısı: Adım Sayısı: | PMC-model L 104 72 3000 adım |
| 5) | Ekran Dili | İngilizce, Almanca, Fransızca. Diğer diller sipariş üzerine sağlanır. |
NOTLAR:
| 1) | Güç Kaynağı | Şehir gerilimi bir transformatör ile 220 volta dönüştürülür. |
| 2) | Isı | 0 - 45°C |
| 3) | Bağıl nem | %75’den az |
II. Opsiyonel İşlevler
| 1) | Makarasız tip portatif bant okuyucu 250/300 ch/san (50/60Hz) Bant kodu EIA(RS-244A)/ISO(R-840) Otomatik tanıma | * Kağıt banda yazılmış olan bir programı, NC ünitesinin belleğine kaydetmek içindir. NC bandındaki komutlarla operasyon yapılamaz. |
| 2) | FANUC PPR | Delme çıkışı/yazılı çıkış/bant okuyucu |
| 3) | FANUC köpük kaset adaptörü | |
| 4) | FANUC köpük kaset | B1, 80 metre B2, 160 metre |
| 5) | FANUC floppy kaset adaptörü | |
| 6) | FANUC floppy kaset | F1 Bellek 770M/kaset |
| 7) | Harici iş numarası arama anahtarı | en fazla 15 iş |
| 8) | Fener mili yönlendirme A | tek konumda |
| 9) | Parça programı saklama uzunluğu | 40 metre |
| 10) | Parça programı saklama uzunluğu | 80 metre |
| 11) | Parça programı saklama uzunluğu | 120 metre |
| 12) | İletişimsel programlama için grafik ekran | * Kontroller için takım yollarını ekrana getirir. * Grafik ölçekleme yapılabilir. * Sıra numarası karşılaştırma ve durdurma * 5 + 2 MDI ekran tuşları |
| 13) | İnç/metrik dönüşümü | G20 ve G21 |
| 14) | Çalışma süresi ve parça sayısı ekranı | |
| 15) | Tekrarlama | * Bu işlev, aynayı açıp kapamak için iki ayak pedalı olan tezgahlarda yoktur. |
| 16) | Menü programlama | G kodları menüsü |
| 17) | Kaydedilebilir program sayısı | 125 |
| 18) | Programlama ile girilen offset değeri | G10 (Programlanabilir veri girişi) |
| 19) | Harici takım telafisi | * Bu işlev, otomatik tezgah dışı ölçüm sistemi için kullanılır. |
| 20) | Otomatik takım offseti * Bu, otomatik takım sondalama dokunmatik sensörü için kullanılır. * Goodway ayarlayıcılı tezgahlarda bulunmaz. | G36 ve G37 |
| 21) | Hafızada 32 çift takım offseti | |
| 22) | Özel makro | 64 ortak değişken |
| 23) | Özel G kodları | |
| 24) | Diş açmayı geri çekme (diş açma beslemesini durdurma) |
2.4 Genel Çizimler


2.5 Ana Üniteler
Bu tezgah aşağıda gösterilen parça ve ünitelerden oluşmuştur.

| No. | İsim | No. | İsim |
| 1 | Ayna Silindiri | 13 | X-Ekseni Servo Motoru |
| 2 | Fener Mili Gövdesi | 14 | Basınç Ölçüm Aleti |
| 3 | Fener Mili | 15 | Güç Kumanda Kutusu |
| 4 | Ön Kapı | 16 | Selenoit Valf Montaj Bloğu |
| 5 | CRT Ekranı | 17 | Fener Mili Motoru |
| 6 | NC Kontrol Paneli | 18 | Z-Ekseni Servo Motoru |
| 7 | Tezgah Kontrol Paneli | 19 | Ayna Ayak Pedalı |
| 8 | Taret Kafası | 20 | Tesviye Bloğu |
| 9 | Punta Gövdesi | 21 | Tezgah Kasası |
| 10 | Çapraz Kızak | 22 | Soğutucu Pompası |
| 11 | U-Yastık (veya Kızak) | 23 | Yağlama Pompası |
| 12 | İndeksleme Ünitesinin Montaj Bloğu | 24 | Hidrolik Ünitesi |
| 25 | Talaş Konveyörü (opsiyonel) |
2.6 Fener Mili Motorunun Güç Şeması

2.7 Fener Mili Burnunun Ölçüleri


2.8 Takım Bilgileri
2.8.1 Takım Sistemi

| No. | Parça Adı | No. | Parça Adı |
| 1 | Sıkma parçası | 5 | Delik açma yuvası |
| 2 | Sıkma parçası | 6 | Delik açma soketi |
| 3 | Torna yuvası (R) | 7 | Delik açma kovanı |
| 4 | Torna yuvası (L) | 8 | Matkap soketi |
* Takım sistemi hakkındaki bilgiler için Bölüm 7.1.2’ye bakın.
2.8.2 Taret Kafasının Ölçüm Çizimleri

2.9 Takım Çakışması
Takım çakışması, taret kafasına takılan takım yuvası, kesici takımın çıkıntı miktarı veya takım kombinasyonuna bağlı olarak meydana gelir.
Aşağıdaki noktalara özellikle dikkat edilmesi gerekir.

2.10 Hareketler ve Çalışma Alanı



2.11 VDI Taret Takım Bilgileri
2.11.1 VDI Taret Takım Sistemi

2.11.2 VDI Taret Kafasının Ölçüleri

2.11.3 VDI Tarette Takım Çakışması

2.11.4 VDI Tarette Kızağın Hareket Aralığı

2.11.5 VDI Taret Torna Yuvasının Takım Düzeni

2.11.6 VDI Taret Delik İşleme Yuvasının Takım Düzeni

2.12 Çene Bilgileri
Standart üst çenenin ölçüleri.
A. Standart Yumuşak Boş Çene (HOWA H037M)

| Ayna Ebadı | 165 (6 inç) | 210 (8 inç) |
| J1 | 35 | 40 |
| J2 | 35 | 40 |
| J3 | 66 | 85.5 |
| J4 | 22 | 26 |
| J5 | 5 | 5 |
| J6 | 31.5 | 40.5 |
| J7 | 20 | 25 |
| J8 | 14.5 | 20 |
| J9 | 12 | 16 |
| J10 | 17.5 | 20 |
| J11 | 11 | 13.5 |
| J17 | 6 | 8 |
| Diş Yüksekliği | 1.5 | 1.5 |
B. Standart Sert Çene (HOWA H037M)

| Ayna Ebadı | 165 (6 inç) | 210 (8 inç) |
| JH | 135 | 40 |
| JH2 | 35 | 40 |
| JH3 | 65.8 | 83.1 |
| JH6 | 11 | 14 |
| JH7 | 20 | 25 |
| JH18 | 11 | 13 |
| JH23 | 86 | 106 |
| JH24 | 12 | 16 |
| JH25 | 71 | 90 |
| JH26 | 8 | 8 |
| Diş Yüksekliği | 1.5 | 1.5 |
2.13 Punta Gövdesi Bilgileri
Punta Gövdesi
| 1) | Tip | Sabit tip |
| 2) | Pinol geri çekilmiş konumdayken, ana fener mili burnu ile pinol merkezi arasındaki mesafe | GCL-2 : maks. 459 mm GCL-2L: maks. 759 mm min. 259 mm |
| 3) | Pinol koniği | MT-4 |
| 4) | Pinol stroku | 80 mm |
| 5) | Pinol çapı | 70 mm |
| 6) | Pinol itme kuvveti | 10kg/cm² 142psi’de 250kgf |
| 7) | Punta gövdesi pinol sensörü | Yakınlık sensörü |

kaynak:http://www.tezmaksan.com.tr/ bu siteden sadece bir bölümünden alınmış yazıdır. İlgilenen arkadaşlar CNC tornayla ilgili detaylı olarak tüm bilgileri bulabilir.
Kaydol:
Yorumlar (Atom)